Dependable up to 500 bar –
Simply dependable – Reliability and quality have been our guiding principles for over 140 years. Our customers know they can trust us to deliver. These principles guide us in the development and manufacturing of state-of-the-art high-pressure compressors, in our comprehensive service offering, and in staying customer-centric.
As one of the leading vendors in the industry, offshore, commercial shipping and the defence sector, you will find us all over the world – and ready to serve you with reliable, high-quality products and services.
Four product lines

SAUER high-pressure compressors
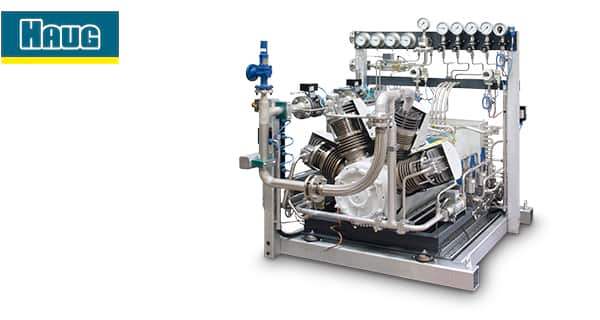
HAUG oil-free and gas-tight compressors

GIRODIN high-pressure naval compressors

Compact high-pressure naval compressors
Applications
Industry
Find the industry applications hereOffshore
More on Offshore applicationsCommercial Shipping
Read about commercial shipping applications hereGases

Technical gases

Process gases
News | 2024
Sauer Compressors with two new managing directors
Two new managing directors strengthen the management team of the Sauer Compressors Group. The compressor manufacturer has appointed Nicole Fässler as CFO and Mladen Milcinovic as COO as of 1 January 2024.
Read more here All news

News | 2024
Sauer Compressors acquires Swedish sales partner
Sauer Compressors is proud to announce the acquisition of Söders Maskinservice to establish a scandinavian subsidiary.
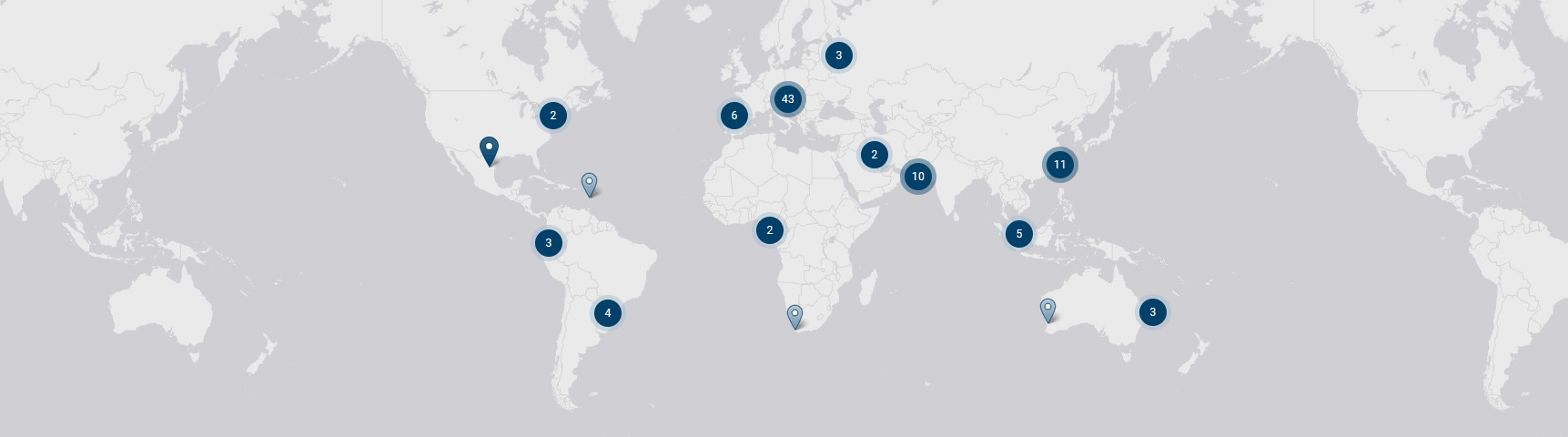
Get the press release here All newsPartners around the world
Our network of partners for service and sales is available to you worldwide and is looking forward to your enquiry.
Use our search to find your point of contact.
Use our search to find your point of contact.